
凱高集研發、生產、銷售、技術服務為一體
專業制造:組裝線,老化線,輸送線,轉彎機,隧道爐,提升機等
服務咨詢熱線:
0769-85320006
139-2585-1799
專業制造:組裝線,老化線,輸送線,轉彎機,隧道爐,提升機等
0769-85320006
139-2585-1799





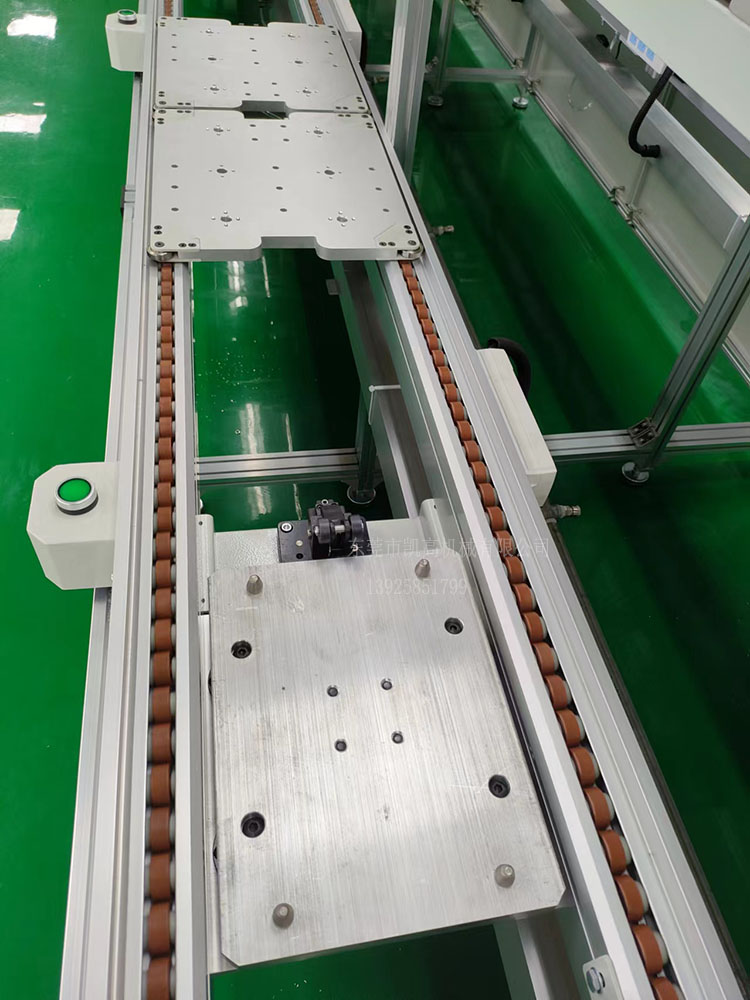
2.5倍速鏈平面循環組裝線技術參數:
一、線體
1.動力裝置:驅動馬達:采用連體式臥式減速電機驅動鏈條,帶動鏈輪運行,速比(約1:80)
2.線體側軌:采用專用2.5倍速鋁材導軌制作,整線通過連接板連為一體;
3.線體支架:采用鋁材制作,角板連接;下設M12*100可調腳杯,高度上下可調20mm左右;
4.氣 路:阻擋和工具用氣管均采用PPR管,每工位配一組“Y型“快速接咀1套,線體下方中間布置1套;
5.照 明:采用單支帶罩LED燈。燈通采用專用鋁燈通制作。
6.機頭機尾驅動支架,采用鐵方通焊接制作,所有傳動鏈條處設封板保護。
7.工位阻擋器:采用阻擋器,在手按閥控制下,實現工裝板的人控流動。支撐板采用T3.0mm鋼板折制。
8.置物臺:采用優質木夾板制作,表面貼綠色防靜電膠皮,平膠包邊。
9.作業指導書:作業指導書采用亞克力板制作,每工位1套A3亞克力板,綠色底,透明面。
10. 風披滑軌:采用專用鋁滑軌,每米配一個小滑車。
11. 線槽插座 :采用金屬線槽,安裝于線體下方,每米配一個三位五孔公牛插座。
12. 表面處理 :全線鐵質部分靜電噴粉烤漆處理,顏色電腦白。
二、平行移載機
1,外框架:專用鐵方通結構。
2,小車:采用雙列同步皮帶,減速馬達驅動。
3,橫移:直線導軌+滑塊導向。
4,平移動力:采用齒輪減速電機驅動。
5,控 制:行程開關或光電定位.
三、頂升平臺
1,外框架:鋼板結構。
2,頂 升:采用氣缸驅動。
3,控 制:二位五通電磁閥控制氣缸,行程開關或光電定位.
四、工裝板
工裝板:采用鋁板制作,四周安裝導向輪,前進方向安裝緩沖塊,底部安裝定位裝置,表面氧化處理。
五、電氣控制系統(三菱PLC+觸摸屏)
1、電氣控制 設主控制柜一個,采用觸摸屏集中控制,線體控制有電磁閥及行程開關等。

掃描關注我們





